



 029-86182630
029-86182630


型號對照
紙機日常運行中輥子、軸承及聯軸器等振動的典型頻譜
2024-02-05馬海濤 喬文峰
福伊特造紙(中國)有限公司
隨著造紙技術和設備的快速發展,紙機車速由每分鐘幾十米已提升到2000m/min以上了,這對造紙機的旋轉件,特別是輥子帶來了更高要求。在日常生產和運行當中,做好振動檢測,防患于未然顯得非常重要。
本文將對紙機日常運行中輥子及其主要附屬件(包括軸承及聯軸器)振動的典型頻譜進行初步探討,供同行們在運行和維護中參考。
1、紙機輥子振動測試標準
紙機輥子振動烈度一般以振動速度RMS(均方根值,也稱有效值)進行評估,單位為mm/s。圖1為機械設備振動國際標準表ISO2372和ISO3945。當然類似標準是較寬泛的,大型設備供應商或用戶會一般都有更細化的標準。

2、典型振動頻譜圖
2.1輥子動平衡問題
輥子在旋轉中,有自身的振動嚴重超標的情況,我們稱之為輥子動不平衡。當輥子動平衡不佳時,它的主要振動頻譜特征是:在垂直方向和紙機運行方向均可見轉動基頻振動烈度較大,并且從相位角上看,垂直方向和紙機運行方向的相位差接近90°。振動頻率一般為1~30Hz(與輥轉動頻率有關)。
如圖2為某輥子動平衡不佳時的檢測頻譜圖。圖中,X軸表示頻率,Y軸表示振動烈度,其中在垂直方向和水平方向上,有明顯的輥子轉動的1倍和2倍頻,并且垂直方向與水平方向的相位角相差230°-141°=89°。

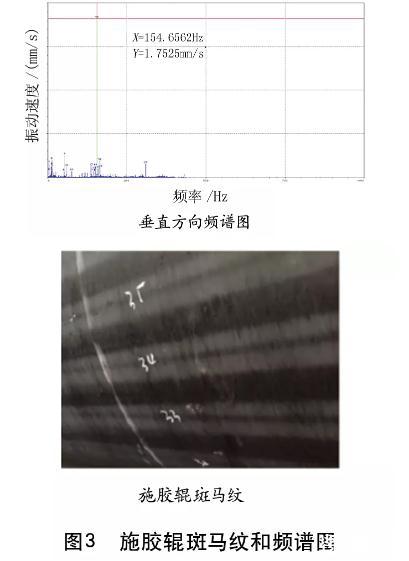
2.2輥子包膠起斑馬紋
輥子包膠使用一段時間后,出現橫向(此處指紙機橫向,下同)的起楞條紋,并伴隨有較為強烈的振動,因為條紋與斑馬背上的條紋非常相似,被很多工廠稱為包膠斑馬紋。斑馬紋的產生可能有多種原因造成,原因一般包括:包膠面呈多邊形、速差、膠面老化變性、其他部位激勵頻率等。
斑馬紋的振動主要特征是:施膠或壓光的輥子,其振動烈度的方向為垂直方向,且頻譜明顯的峰值頻率可見與斑馬紋數量相關的振動諧波,主要振動頻率一般在100~350Hz。如圖4,為某施膠輥垂直方向頻譜圖,特征頻率為36X輥子基頻,該輥下機后,發現輥面出現36個斑馬紋。
2.3其他旋轉體共振或傳遞
在相互接觸的多輥之間發生共振的情況較為常見,但不直接接觸的輥子之間可通過其他介質進行振動傳遞,這種振動傳遞的情況則較為少見。以下我們分享一起由回路中其他未直接接觸的輥子,引起的振動傳遞的情況。
某機臺施膠機上,上下輥振動烈度較大,經測試上下輥的自身頻率以及軸承等頻率未見異常。
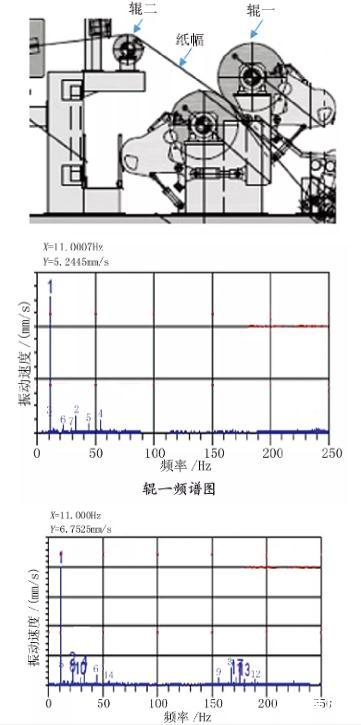
經過現場多次測試,我們發現施膠壓區臨近的導輥振動較大。而施膠輥上出現的頻率正是輥二(見圖4所示)的頻率。這說明其他旋轉體與目標部位或部件產生共振或強烈振動傳遞時,該部位也會產生因振動導致的故障。
如上述這種情況,振動頻譜顯示特征振動頻率與共振旋或振動傳遞旋轉體一致,此種原因導致的振動頻譜中主要振動頻率范圍一般為5~50Hz。如圖4,輥二的主要振動頻率為其基頻(11.0007Hz),該振動傳遞到了輥一,長期作用導致輥一包膠壽命縮短。
2.4軸承旋轉體或保持架故障
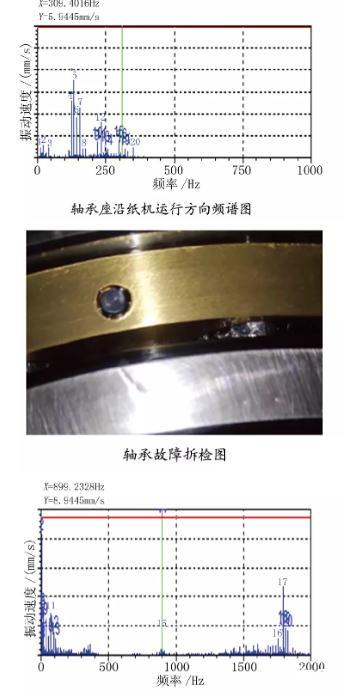
軸承故障導致的輥子振動在日常運行中非常普遍,其典型的特征頻譜亦很復雜,在此我們僅列舉出較常見的軸承滾動體與保持架故障。
頻譜中可見軸承滾動體的頻率和其諧波,主要振動頻率一般在100~350Hz,并且振動包絡值較高。當軸承松動,內圈或外圈斷裂等嚴重情況時,頻譜中主要振動頻率可見輥子和軸承滾動體的基頻和其諧波。如圖5為某輥子軸承故障。
2.5齒輪箱(減速機)嚙合故障
對于齒輪嚙合故障,頻率范圍一般為300~1000Hz。單個或者少數個齒故障時,頻譜圖中,頻譜明顯的峰值頻率可見齒輪頻率及其諧波;大部分齒面均有不同程度故障時,齒嚙合頻率突出。如圖6為某齒輪箱齒輪嚙合故障。

2.6聯軸器不對中故障
聯軸器不對中的故障在日常運行中也較為常見,一般安裝不良或者因沉降或其他原因導致聯軸器與傳動軸之間的不對中情況會引起較明顯的振動發生。一般聯軸器不對中的故障,其頻率集中在10~250Hz。聯軸器一般分為萬向聯軸器和非萬向聯軸器,其不對中的故障主要有以下兩種情況。
萬向聯軸器故障,一般為角不對中、十字節內軸承或十字?錯位故障。當有角不對中問題時,頻譜分析中軸向振動明顯,主要振動頻率為聯軸器基頻及其諧波,并且聯軸器兩端軸向振動相位角相差接近180°(在不對中平面測試時)。當存在十字節錯位時,徑向振動較大,主要振動頻率為聯軸器基頻及其諧波。
非萬向聯軸器故障,一般分為角不對中、平行不對中。對于非萬向聯軸器平行不對中,徑向振動明顯,可見聯軸器基頻及其諧波,并且聯軸器兩端徑向振動相位角相差接近180°。角不對中時,軸向振動明顯,主要振動頻率為聯軸器基頻及其諧波,并且聯軸器兩端軸向振動相位角差接近180°。
圖7為某萬向聯軸器兩端的頻譜圖。29.2328Hz為聯軸器轉動頻率,兩圖對比可發現相位角差接近180°,判斷為聯軸器故障,經停機檢查,發現該聯軸器已損壞。
3、結束語
紙機輥子處于高速運行中,要保證正常和穩定地運行,需要做好日常檢查和監控,特別是振動情況的監控。對于可能超標或較嚴重的振動,我們需要對照典型頻譜,不斷分析總結和歸納,找出振源,消除引起振動的因素,確保紙機穩定高效運行。
來源:《中華紙業》2021年第8期
(版權歸原作者或機構所有)






