



 029-86182630
029-86182630


型號對照
談談中碳結構鋼的熱處理強韌化工藝及其應用
2024-08-22摘 要:本文概述了生產實踐中,中碳結構鋼的常用熱處理強韌化工藝,并以實例闡述其應用效果,旨在通過實例啟發讀者結合自己的工作進行廣泛地拓展應用。
關鍵詞:生產實踐;中碳結構鋼;強韌化工藝;實例效果
隨著機械工業的快速發展,并向高速、重載、高溫和抗磨等方面邁進。因此,對其零部件的性能要求愈來愈高。在力學性能方面,以往的傳統材料和工藝方法,常常是追求強度和硬度時,必須犧牲韌度和塑性,反之亦是。因此,對于那些要求強度和韌度兼備的零件,采用傳統材料和工藝方法已遠遠滿足不了要求。在這樣的背景下,材料和熱處理工作者們經過努力研發了一些使材料能強韌化的熱處理工藝,使零件力學性能強韌兼備。
一、常用的熱處理強韌化方法概述
目前,在生產實踐中常用的熱處理強韌化方法,可大致歸納為以下幾個方面。
1)由于熱處理工藝的創新和應用,使傳統材料的性能潛力被大大發掘出來。例如,由于低碳馬氏體淬火工藝的廣泛應用,可以使低碳鋼獲得強韌兼優的性能,使低碳碳素鋼和低碳合金鋼在生產和生活中發揮更大作用
2)傳統的不完全淬火工藝,發展為亞溫淬火工藝后,使中、高碳鋼淬火加熱時的組織組成合理搭配和形態的改善,使淬火后的強度不降低的同時,韌度卻大為提高,也是熱處理工藝使性能強韌化手段和方法之一。
3)適當提高傳統的完全淬火加熱溫度,由于高溫奧氏體中的碳更充分均勻化,使得某些中碳鋼和中碳合金鋼淬火后獲得較多的板條馬氏體組織及其強韌性。
4)復合等溫淬火,得到馬氏體和貝氏體混合組織和強韌性,在多方面得到應用。
5)快速加熱循環淬火,零件晶粒度的超細化,可使強度和韌性同時提高。
6)貝氏體等溫淬火,是較早作為提高零件韌度的熱處理工藝方法之一。
7)在確保晶粒度不超標的條件下,適當提高淬火溫度使組織成分更加均勻,也可使強度和韌性不同程度的提高。
8)關于碳化物的數量、大小、形態及分布對強韌性影響的研究和應用,也是很重要的一個方面。
其中,亞溫淬火、高溫淬火、快速加熱循環淬火以及復合處理等,在中碳結構鋼的強韌化應用方面得到更多的試驗研究和應用。
二、中碳結構鋼制典型件的強韌化實例
例1. 亞溫淬火在45鋼制柴油機螺柱上的應用
45鋼亞溫淬火工藝試驗表明,其最佳淬火溫度為760~780℃,保溫時間比常規淬火要延長1/2~1/3,回火溫度比常規淬火的要低20~30℃。
例如,對45鋼制螺柱進行工藝試驗表明,將淬火溫度從常規850℃降到790℃加熱后水中冷卻硬度為59~61 HRC,仍有少量開裂;采用770℃亞溫加熱淬火,硬度控制在56~58 HRC時可完全避免開裂現象。
再如,對截面厚薄相差懸殊的45鋼制連結盤工藝試驗表明,采用800℃加熱后水淬/油冷的雙液淬火,截面厚的部分有先析出鐵素體。如果淬火前增加860℃正火,然后在760~770℃加熱直接于水中冷透,硬度≥53 HRC,無裂紋,甚至返工1~2次也無裂紋。
目前,45鋼的亞溫淬火已運用到柴油機的許多零件上,如汽缸蓋、螺母、墊片、螺柱和連接盤等。
例2. 滲碳后亞溫直接淬火在25MnTiB鋼制齒輪滲碳后的應用
齒輪滲碳-亞溫直接淬火的試驗研究,旨在減小滲碳齒輪的淬火變形,并提高其力學性能,從而有助于提高齒輪裝配精度和運轉時的失效抗力,延長其使用壽命。工藝試驗結果表明,在實驗室和生產條件下所取得的初步結果與理論分析基本一致,即齒輪氣體滲碳后,隨爐冷卻到740~760℃進行亞溫直接淬火,可以獲得十分良好的金相組織和硬度,其突出效果是減小了淬火變形。
工藝試驗過程發現,滲碳齒輪亞溫直接淬火可明顯地降低齒輪滲碳層中的碳化物和殘留奧氏體的等級,且表面和心部硬度均有提供的趨勢。25MnTiBR鋼制拖拉機內齒圈滲碳-亞溫直接淬火(圖1)的初步生產實踐表明,這一工藝可為解決滲碳鋼制齒輪淬火變形提出一個新途徑。
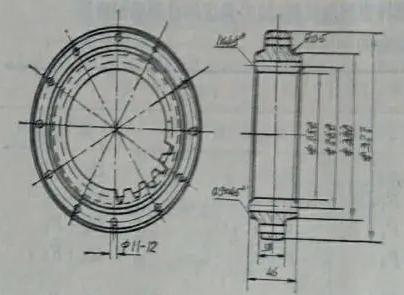
圖1 內齒圈結構和規格
質量檢測結果:滲碳層深為0.9~1.4mm;表面硬度為58~64 HRC;心部硬度為35~48 HRC;金相組織符合相關標準(JB1636)的規定;橢圓度和不平度均不大于0.20mm。
例3. 亞溫淬火在40Cr鋼制大直徑零件上的應用
大直徑40Cr圓鋼棒淬火時往往淬不硬,例如直徑Φ60mm的鋼料,860℃加熱油淬后表面硬度一般在28~35HRC之間,其組織為托氏體為主,鐵素體較多,馬氏體很少,力學性能較差。預測實施亞溫淬火,以水代油予以冷卻,則可能解決硬化問題.。
試驗工藝:加熱到800℃,保溫90~120min,冷卻到750℃(其Ac3=775℃)水冷,表面硬度可達55HRC,淬硬層為15mm以上。
在實際生產中,對40Cr鋼制直徑Φ60×422mm的拖拉機回轉軸,按上述工藝進行熱處理,裝機運轉幾年來性能一直穩定。
如所知,40Cr鋼完全淬火采用水冷通常易產生裂紋,但在亞溫淬火水冷后,由于組織中有一定數量的塑性好的鐵素體存在,對淬火應力起著緩沖作用,所以不易開裂。
資料所載和本試驗均表明:40Cr鋼的亞溫淬火最小不裂尺寸為25mm。故直徑大于25mm的40Cr鋼圓棒均可采用亞溫淬火。
例4. 亞溫淬火在降低20鋼拉鉸加工粗造度上的應用
鑿巖機套管采用20鋼鋼管擴孔后拉削和鉸削成型,其粗糙度要求Ra =1.6µm,由于該件對強度、硬度無特殊要求,若不經熱處理或經900℃正火均達不到粗糙度要求;若經900~920℃加熱,在10%NaCl(質量分數)水溶液中冷卻,回火到25~30HRC,雖然拉削和鉸削粗糙度滿足要求,但扭曲變形嚴重;擬采用亞溫淬火解決變形問題。
如所知,亞溫淬火有兩種加熱方式(略)。工藝試驗表明:兩種加熱方式的亞溫淬火,并在250℃回火后,其表面粗糙度均可滿足要求,但考慮避免組織中出現太多鐵素體而影響其力學性能,所以采用900~920℃加熱稍加預冷后在10%NaCl(質量分數)水溶液中冷卻。
三年多的實踐證明,采用亞溫淬火對減小變形和刀具磨損,降低拉削和鉸削的粗造的是行之有效的工藝。
例5. 高溫淬火在3Cr2W8V鋼制壓鑄模上的應用
3Cr2W8V鋼制鋁合金外殼壓鑄模,經常規工藝1050~1100℃淬火和600℃回火后,使用壽命僅有3~4萬件。采用1180℃高溫淬火和600℃×30h的回火后,硬度50~52HRC,使用壽命達10萬次以上。
試驗表明,隨著淬火加熱溫度升高,鋼的熱疲勞強度增大,當溫度增至1180℃時,熱疲勞抗力達到最大值。繼續升高溫度熱疲勞抗力開始下降,裂紋擴展速率加快。回火工藝試驗表明,其溫度超過600℃,熱疲勞抗力開始下降。
正式投產的熱處理工藝為:600℃低溫預熱透燒后,隨爐升至850℃透燒后繼續升至1180℃透燒后,淬入油中冷卻至200℃左右出油空冷;600℃×2h×2次回火。
例6.高溫淬火在5CrMnMo鋼制小型熱鍛模上的應用
據資料所載,高強度中碳合金結構鋼經超高溫淬火加熱后,快冷形成的板條馬氏體組織,可使其斷裂韌性明顯提高;另據報道,5CrMnMo鋼制熱鍛模淬火加熱溫度從傳統的850℃左右提高到890℃油冷后其沖擊韌性也明顯提高。
通過生產條件下的工藝試驗和實際生產驗證了上述報道的可靠性:
(1)提高淬火加熱溫度到890℃,可使5CrMnMo鋼制高度為280mm的熱鍛模組織呈現細板條馬氏體為主的混合馬氏體。在該溫度下延長保溫時間,不造成組織顯著粗化。
(2)890℃的高溫加熱油冷淬火,經500℃回火后,可使5CrMnMo鋼的強度、塑性及韌性,特別是斷裂韌性等綜合力學性能普遍提高。但加熱溫度過高,或本質細晶粒鋼在晶粒顯著增大的溫度以上,延長保溫時間都會導致斷裂韌性降低。
(3)提高5CrMnMo鋼制熱鍛模淬火加熱溫度,采取預冷等工藝措施,不會導致模具變形和開裂加劇。
(4)對5CrMnMo鋼制熱鍛模,采用890℃淬火加熱,與采用850℃淬火加熱工藝比較,不論在生產周期和能量消耗方面,還是在組織性能方面,都具有全面的優越性。
例7.高溫淬火在3Cr2W8V鋼制壓鑄模上的應用
3Cr2W8V鋼制鋁合金外殼壓鑄模,經常規工藝1050~1100℃淬火和600℃回火后,使用壽命僅有3~4萬件。采用1180℃高溫淬火和600℃×30h的回火后,硬度50~52HRC,使用壽命達10萬次以上。
試驗表明,隨著淬火加熱溫度升高,鋼的熱疲勞強度增大,當溫度增至1180℃時,熱疲勞抗力達到最大值。繼續升高溫度熱疲勞抗力開始下降,裂紋擴展速率加快。回火工藝試驗表明,其溫度超過600℃,熱疲勞抗力開始下降。
正式投產的熱處理工藝為:600℃低溫預熱透燒后,隨爐升至850℃透燒后繼續升至1180℃透燒后,淬入油中冷卻至200℃左右出油空冷;600℃×2h×2次回火。
例8.高溫淬火在5CrMnMo鋼制小型熱鍛模上的應用
據資料所載,高強度中碳合金結構鋼經超高溫淬火加熱后,快冷形成的板條馬氏體組織,可使其斷裂韌性明顯提高;另據報道,5CrMnMo鋼制熱鍛模淬火加熱溫度從傳統的850℃左右提高到890℃油冷后其沖擊韌性也明顯提高。
通過生產條件下的工藝試驗和實際生產驗證了上述報道的可靠性:
(1)提高淬火加熱溫度到890℃,可使5CrMnMo鋼制高度為280mm的熱鍛模組織呈現細板條馬氏體為主的混合馬氏體。在該溫度下延長保溫時間,不造成組織顯著粗化。
(2)890℃的高溫加熱油冷淬火,經500℃回火后,可使5CrMnMo鋼的強度、塑性及韌性,特別是斷裂韌性等綜合力學性能普遍提高。但加熱溫度過高,或本質細晶粒鋼在晶粒顯著增大的溫度以上,延長保溫時間都會導致斷裂韌性降低。
(3)提高5CrMnMo鋼制熱鍛模淬火加熱溫度,采取預冷等工藝措施,不會導致模具變形和開裂加劇。
(4)對5CrMnMo鋼制熱鍛模,采用890℃淬火加熱,與采用850℃淬火加熱工藝比較,不論在生產周期和能量消耗方面,還是在組織性能方面,都具有全面的優越性。
例9.等溫淬火在3Cr2W8V鋼制尖嘴鉗熱壓模上的應用
3Cr2W8V鋼制尖嘴鉗熱壓模尺寸為75mm×75mm×105mm.原來熱處理工藝為:590~610℃預熱90min后升溫到1090~1100℃保溫45min于油中冷卻,約200~300℃出油空冷。隨后經620℃×4h×2次回火。處理后硬度為38~40 HRC,在摩擦壓力機上使用壽命為4000件左右,其失效特征為熱疲勞龜裂嚴重,顯示模具型腔韌性不足。
為了提高其沖擊韌性,采用貝氏體等溫淬火:200℃×60min升至560℃×40min兩段預熱后繼續升溫到1050~1060℃×30min加熱,隨后預冷到950℃轉入280℃×5min的硝鹽浴等溫后空冷,最后在380℃×240min回火。經上述處理的模具使用壽命提高到20000件,即提高五倍左右。
例10.等溫淬火在CrWMn鋼制精密字塊凸模上的應用
CrWMn鋼制精密字塊凸模的熱處理:首先涂抹防氧化涂料并烘干后,裝在(600~650)℃保溫25~35min的箱式爐中預熱,然后將爐溫升高到790~800℃保溫20min后立即淬入190℃硝鹽浴等溫保持15~20min后空冷。最后經180~200℃保持2h后空冷的回火。
該CrWMn鋼制凸模原工藝為:820℃加熱透燒后油冷,180℃保持2h回火,硬度為60~62 HRC,使用壽命為4000~5000件,失效特征為脆裂。分析認為是沖擊韌性不足所致。同一凸模改用上述等溫淬火后,硬度為58~59 HRC,使用壽命提高到4.5~12萬件,幾乎不再發生脆裂。
CrWMn鋼制小型凸模采用低溫短時加熱等溫淬火后,可獲得低碳馬氏體與細小片狀馬氏體混合組織,雖然硬度稍許較低,但韌性明顯提高,因此可顯著提高模具使用壽命。
例11.等溫淬火在Cr12MoV鋼制滾絲模上的應用
Cr12MoV鋼制滾絲模的常規淬火回火工藝為:將其裝入盛有鑄鐵屑的鐵箱中,然后隨爐升溫到540~560℃,并按2min/mm計算保溫時間予以預熱,隨后再升溫到980~1000℃,并保溫120min,在油中淬火冷卻;在180~200℃保持3.5~4.0min空冷回火。
常規淬火回火后的使用壽命為0.5~1.0萬件。其主要失效形式為嚴重掉牙。分析認為是沖擊韌性較差的緣故。為提高其韌性采用等溫淬火:
(1)540~560℃,并按2min/mm計算保溫時間予以預熱,隨后再升溫到1000℃,并保溫120min,隨后淬入280℃的熔融硝鹽中保持4h等溫淬火后空冷;最后在400℃保持1.0~1.5h回火,硬度為54~56HRC。用滾絲模加工45鋼制螺絲,使用壽命由原來常規處理的0.5~1.0萬件提高到5~8萬件,即提高4~5倍。
例12.復合等溫淬火在6CrW2Si鋼制冷剪刀上的應用
2000kN冷剪機用的6CrW2Si鋼制剪刃,其外形尺寸為650mm×150mm×50mm。根據剪刃工作條件,刃口需要有足夠高的強度和硬度,同時還需要一定的韌性和塑性,即具有良好的強韌性和耐磨性。
(1)失效分析:剪刃使用過程主要失效形式為崩刃和掉塊。實際情況是一個班平均要報廢2~3副剪刃,導致操作者勞動強度大大增加、生產效率降低、成本提高。為此,進行了重要改進。
(2)熱處理工藝:加熱前涂防氧化涂料,烘干后在940℃加熱90min后淬油,冷卻到Ms點稍許停留,使其產生少量馬氏體后迅速轉入260℃硝鹽浴中保持45min空冷,以期獲得較多的下貝氏體組織。最后進行260℃加熱保持90nin后空冷的回火。
(3)處理效果:經上述處理后其變形度極小,不直度由原來的1~2mm降到0.2~0.3mm;硬度為52~53HRC。使用壽命由原來一個班使用2~3副,提高到一副剪刃連續使用3個班,即使用壽命提高5~8倍,其失效形式為正常磨損和局部壓塌。磨損后的剪刃可以刃磨后繼續使用。
例13. 復合等溫淬火在20Cr2Ni4MoV鋼制汽輪機轉子上的應用
圖2所示為26Cr2Ni4MoV鋼制汽輪發電機轉子的復合等溫淬火工藝。汽輪發電機轉子是火力發電設備中的重要大型零件。由于工作時轉速高,則離心力、扭轉應力和彎曲應力均很大。因此,要求轉子的整個截面有很好的強度、塑性和韌度。常規處理是正火(鼓風冷卻)+高溫回火。其結果往往是轉子的沖擊韌性,特別是切向韌性較低,有時切向伸長率不合格。生產中常常返修。采用圖4-47所示工藝取得很好效果。其中,水冷增加了心部強度,等溫處理確保其強韌性,復合等溫淬火后的低碳馬氏體和貝氏體混合組織,為高溫回火奠定良好基礎。經上述處理后,比原有工藝的處理結果相比,各項力學性能指標提高約4%~25%,特別是屈服強度大幅度提高,脆性轉變溫度大幅度降低,達到了轉子的技術要求。
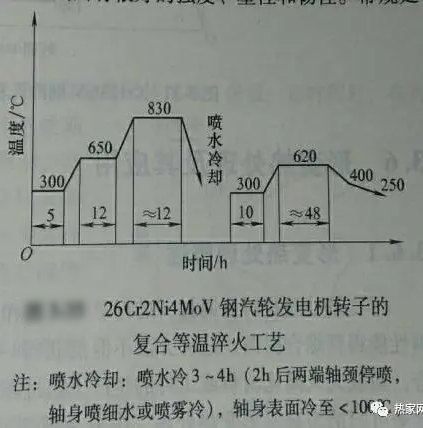
圖2 26Cr2Ni4MoV鋼汽輪發電機轉子復合等溫淬火工藝
例14.65Mn鋼絲超細晶粒的熱處理工藝
彈簧是各種機械的重要基礎零件,由于其工作條件和承載特點決定它應具備足夠的強韌性和疲勞強度。有關資料 顯示:彈簧鋼的屈服強度與晶粒度有直線關系,即晶粒度越細,其屈服強度越高;同時,據資料報道:采用快速加熱獲得超細晶粒是提高鋼材強韌性的一個重要途徑,這不僅能提高鋼材的屈服強度,而且能提高其疲勞強度和松弛性能。
為了使65Mn彈簧鋼絲(直徑Φ2.5mm)獲得超細化晶粒,進行了電接觸快速加熱分級淬火試驗。鋼絲熱處理工藝參數為:預熱溫度400℃,分級溫度為380℃,鋼絲運行速度和加熱時間,分別為150mm/s,加熱時間5s和66mm/s,加熱時間10s.探討了加熱溫度、加熱速度和原始組織等因素對獲得超細化晶粒的影響規律。
試驗結果表明:
(1)快速加熱是獲得超細化晶粒的主要因素。但加熱速度小于200℃/s范圍內變化,對晶粒度級別的影響并不顯著。因此,用電接觸快速加熱以獲得超細晶粒是可行的。
(2)原始組織細小和適當的變形度是一次快速加熱獲得超細晶粒的先決條件。因此,預先正火或冷拔變形不可忽視。
(3)控制加熱溫度是保證獲得超細晶粒的另一主要因素。對于要求耐疲勞性能的彈簧鋼絲加熱溫度應控制在Ac3~晶粒粗化之前的溫度之間。
例15.3Cr2W8V鋼制精鍛齒輪的晶粒超細化處理
3Cr2W8V鋼制精鍛齒形模精鍛圓錐齒輪在850-950℃連續鍛壓,最終使齒形成形,有時工作溫度還偏低,所以要求模腔具有高以強度為主的力學性能。采用循環相變超細化處理,通過1050℃二次加熱淬火,增加形核率,抑制晶粒長大,晶粒度達11級以上。600℃回火后硬度為45~48 HRC,沖擊韌性有所提高。
生產實踐表明,該模具經循環相變超細化處理后,一次可精鍛500件,齒形變形小于0.02mm。精鍛圓柱齒輪模具采用強韌化熱處理工藝后,模具使用量減少2/3。
3Cr2W8V鋼制精鍛齒形模熱處理工藝如圖3所示。
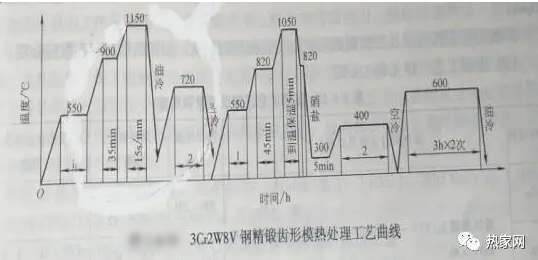
圖3. 3Cr2W8V鋼制精鍛齒形模熱處理工藝曲線
來源:熱家網
(版權歸原作者或機構所有)






