



 029-86182630
029-86182630


單螺桿往復式擠出機的設計改進
2023-04-04鄒立建
摘 要:單螺桿擠出機比雙螺桿擠出機有許多性能上的優勢,但也存在不足:其螺套、銷釘組合比較薄弱,抵御外來沖擊能力較差、易破損。
從結構設計上對其改進,是提高其抗彎強度的有效方法。本文從分析其設計原理入手,闡述了設計改進相關問題和效果。
引言
對比雙螺桿擠出機,單螺桿往復式擠出機有下述結構特點和作用效果:
(1)機器工作時螺桿旋轉和軸向復合運動,更易于物料的分散。
(2)螺紋截面為矩形,具有更強的推力。
(3)捏合物料方式為螺紋側面與銷釘的相對剪切運動,使物料微觀均勻化,從而形成特殊的涂料紋理效果。
(4)左右旋螺紋交錯,沒有垂直于螺桿軸線的平面,不易形成物料殘留。
上述結構特點決定了單螺桿擠出機的下述優良性能:自清性能好;雜質傾向低;紋理效果性特殊;出料溫度低;溫控精度高;電力消耗低。
與雙螺桿的捏合塊對比,其斷續的螺紋塊及銷釘組合,比較脆弱,抵御外物的沖擊能力差,如果運行中遇到加溫不到位或溫度急劇變化、加料不勻、大塊硬物加入、金屬件誤入等情況時,容易產生螺紋瓣斷裂、銷釘打斷故障。
提高螺套、銷釘的抗彎強度,對單螺桿機的應用推廣意義重大。圍繞這一議題,除了從用料上要考慮在保證耐磨性的前提下,盡量提高其沖擊韌性指標外,從結構設計改進入手強化其剛度也是一個行之有效的方法。
以下將結合設計原理分析,闡述所涉及的螺套、銷釘及相關件的設計改進。
1、單螺桿往復式擠出機螺紋的設計原理
機筒內的螺桿旋轉后,位于機筒和螺紋縫隙中所包圍的物料會前后移動。左旋螺紋面使物料前移,右旋螺紋面使物料后移。
由于左旋面螺距大于右旋面螺距,所以物料總體上是朝出口方向前移,這使螺桿具有物料推進功能;
鑲嵌于機筒內壁的銷釘插入螺紋的空隙中,與螺紋側面構成一個個運動構體,使螺紋側面對物料有剪切、攪拌、擠壓作用,這使螺桿具有物料捏合功能。
上述兩功能的結合形成單螺桿擠出機的擠出性能。當然,為了實現銷釘在螺紋中間穿行,迫使螺紋必須呈現續形狀;
另一方面,為了增加銷釘與螺紋側面的相擦面積和物料剪切強度,銷釘必須沿著螺紋側面運動。螺紋截面形狀設計成矩形可以同時滿足推力的Z大化和銷釘捏合強度的Z大化。
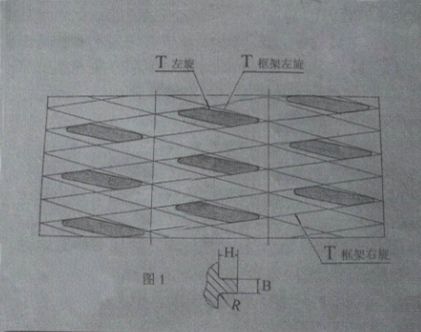
螺紋瓣左旋面又稱推進螺面的導程小于框架左旋導程,目的是使螺紋瓣變長,從而增加了銷釘相擦面積。
適當地加大螺紋深度,可提高產量。螺套的選材至關重要,除了考慮耐磨性,韌性指標必須達到。螺紋瓣的設計,一般以螺桿移動距離S為參考基數,螺紋的導程T、紋瓣厚B均與之有聯系。螺紋瓣排列見圖1。
2、銷釘的設計及運行軌跡
擠出機運行時,銷釘在螺紋瓣空隙內穿梭,對其內物料高速攪拌。攪拌強度越高,對物料的分散越好,擠出效果越佳。
下列三個因素對攪拌強度有直接的影響:螺桿轉速、銷釘與螺紋側面間隙、螺紋瓣長度。轉速越高、間隙越小、長度越長,其攪拌強度越高。
銷釘本身固定不動,鑲嵌在機筒襯瓦上。螺套旋轉后,與螺紋瓣的側面產生相對運動。運動使物料受到包括摩擦、剪切、擠壓、攪拌的作用。
同時,銷釘還有清理螺紋瓣粘料、促進物料前移的功能,尤其在融化段。沒有銷釘的參與,就沒有分散效果,也沒有擠出產量。
銷釘設計一般以螺紋瓣結構尺寸為參照基數,直徑與螺紋瓣寬度相近、高度相同。材料選擇著重考慮材料的抗彎強度、沖擊韌性及耐磨性。
按照相對運動原理分析,可得出銷釘的運動軌跡是一條余弦曲線,如下圖2所示:

螺套每旋轉一周,銷釘完成一次前移和后退,行程為S。螺套從0度轉至180度,銷釘從0位前移至S;螺套從180度轉至360度(0度),銷釘從S位后移至0位。
在這一循環過程中,每個銷釘都按相同的路徑走過一個螺紋瓣大邊、兩個小邊。N排個N個銷釘與N個螺紋側面(大小面)相擦,產生了較多的捏合次數,完成了擠出機應履行的使命。
3、復合運動機構的設計
為了滿足單螺桿擠出機螺紋銷釘組合捏合物料的運動形式要求,復合運動機構必須設計成能夠輸出與其相符的復合運動方式,即主軸旋轉一周的同時按銷釘的運動軌跡曲線要求,前后移動一個距離。
復合運動機構作為單螺桿擠出機螺桿轉動動力供給源,其機構設計必須滿足以下基本要求:
(1)運動方程滿足銷釘運行軌跡要求。
(2)往復距離穩定可靠,調節方便。
(3)有足夠的驅動強度。
(4)關節軸承的擺角在允許范圍。
復合運動機構主要由主軸、斜盤、方向環、推力軸承、關節軸承、箱體組成。主軸經電機直接驅動旋轉。
由于斜盤、方向環組合固定在主軸之上,方向環又被關節軸承束縛,而使主軸被迫旋轉的同時又前后移動。
4、螺紋瓣、銷釘強度設計改進
該強度設計改進的做法是在常規參數設計的基礎上,探討使螺紋瓣加厚、銷釘增粗的可行性分析和剛度增大幅度。
如上所述,螺紋瓣和銷釘的增壯受到銷釘軌跡的限制,做法不當將產生紋瓣與銷釘干涉相撞。能否采取加大螺紋導程的方法解決干涉的問題?
加大導程后紋瓣和銷釘是否變壯?經過理論推算及計算機模擬演示證明:方法是可行的。
傳統的設計參數一般將往復距離與螺桿直徑的函數關系定為:S=0.15D,并以此為基點,設定螺紋參數。
螺紋主要參數:T框架左旋=nS;T左旋=5/8nS;T右旋=n/2S;B=o.6S。
銷釘主要參數:直徑=0.6S。設計改進中,將S調高至0.21D,螺紋、銷釘主要參數按此基數計算實際值。
用調整后的參數做出螺紋分布及銷釘軌跡曲線進行驗證,以確保二者不干涉,同時還應對以下結構及參數進行校核:
(1)復合運動機構的相關件
兩種改進方法可以加大往復距離:斜盤傾角加大或加大關節軸承與主軸的間距。任何一種改進方式完成后,均需校核關節軸承的擺角是否在允許范圍;需校核方向環的擺動是否有妨礙之處;需校核方向環軸的抗彎強度。
(2)銷釘、螺紋瓣間隙
間隙太小,易產生干涉并使銷釘彎曲;太大則減低捏合強度。轉速越高,干涉傾向越大;同時考慮各軸承配合間隙的影響,該間隙應在0.6mm-0.8mm。
5、改進案例分析
以市場使用Z多的70機型為改進實驗對象,做了以下參數改進:往復量增至15,紋瓣梗寬增至8,銷釘直徑增至8.5。
改進后的紋瓣、銷釘明顯變壯、剛性增強。采用加小螺母、小螺釘混入料中擠出實驗,未發現紋瓣斷裂、銷釘彎曲或折斷現象;大加料量、高速擠出實驗,未發現銷釘干涉現象。證明改進是有效和成功的。
6、結語、
單螺桿往復式擠出機的螺桿、銷釘設計,可以打破傳統設計參數束縛,適當地加大結構尺寸,以增加抵御硬物破壞的能力,解決其性能不足,使之成為更完善的機型。
(來源:網絡)






